
Sinopec Yizheng Chemical Fiber Co., Ltd. 設備管理部 211900
抽象的な: この論文は、大型ターボエキスパンダーユニットの異常原因を分析し、問題を解決するための一連の対策を提案し、運転の危険点と予防策を把握します。ワニス除去技術の適用により、潜在的な隠れた危険が排除され、ユニットの本質的な安全が確保されます。
1。概要
Yizheng Chemical Fiber Co., Ltd.の60 t/a PTAプラントのエアコンプレッサーユニットには、ドイツMAN Turbo社の機器が装備されています。このユニットは、空気圧縮機ユニットが多軸 5 段タービンユニットであり、復水蒸気タービンが空気圧縮機ユニットの主駆動機として使用され、ターボエキスパンダーがエアコンプレッサーユニットとして使用します。補助駆動機。ターボエキスパンダーは高低二段膨張を採用し、それぞれ吸入口と排気ポートを備え、羽根車は三方羽根車を採用しています(図1参照)
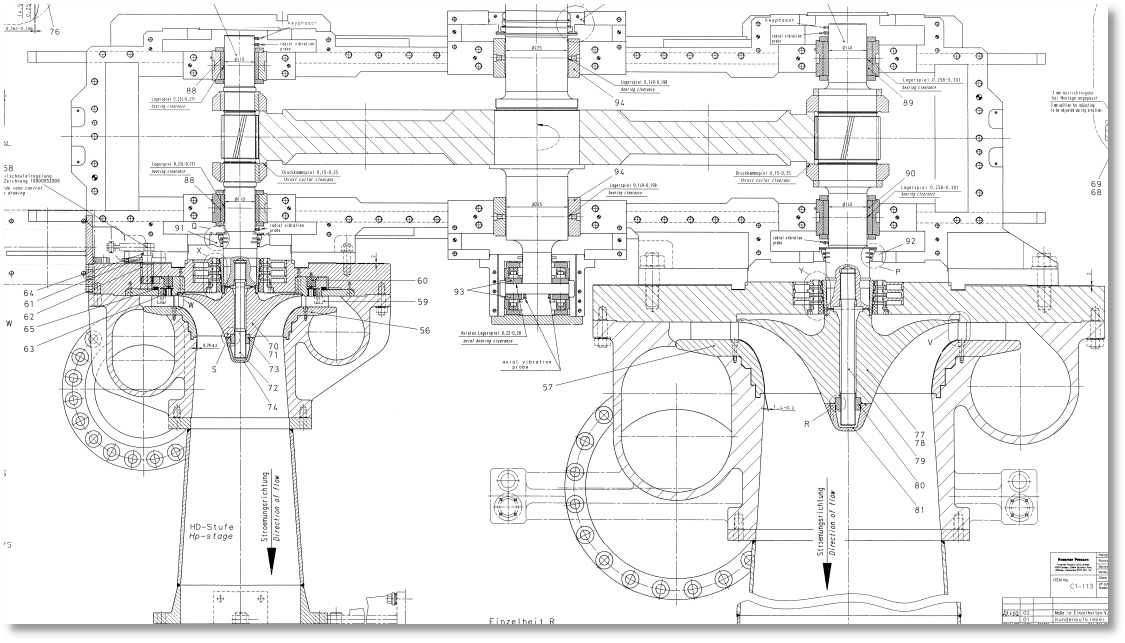
図1 拡張ユニットの断面図(左:高圧側、右:低圧側)
ターボエキスパンダーの主な性能パラメータは次のとおりです。
高圧側の速度は 16583 r/min、低圧側の速度は 9045 r/min です。エキスパンダーの定格総出力は 7990 KW、流量は 12700 ~ 150450 kg/h です。入口圧力は1.3Mpa、排気圧力は0.003MPaです。高圧側の吸気温度は 175°C、排気温度は 80°C です。低圧側の吸気温度は175℃、排気温度は45℃である。高圧側と低圧側のギア シャフトの両端には、一組のティルティング パッドが使用されます。ベアリングにはそれぞれ 5 つのパッドがあり、オイル入口パイプラインには 2 つの方法でオイルを入れることができ、各ベアリングには 1 つのオイル入口穴があり、オイル注入ノズルは 3 グループ 15 個、オイル入口ノズルの直径は 1.8 mm、ベアリング用のオイル戻し穴は 9 個あり、通常の状況では 5 ポートと 4 ブロックが使用されます。潤滑油ステーションから集中給油する強制給油方式を採用した3in1ユニットです。
2. 乗組員の問題
2018年、VOC排出要件を満たすために、酸化反応器の排ガスを処理する装置に新しいVOCユニットが追加され、処理された排ガスは引き続き膨張機に注入されました。元の排ガス中の臭化物塩は高温で酸化されるため、臭化物イオンが存在します。膨張機内で排ガスが膨張して作動する際に臭化物イオンが凝縮・分離し、膨張機やその後の機器に孔食を引き起こすのを防ぐためです。したがって、拡張ユニットを増設する必要がある。高圧側と低圧側の吸気温度と排気温度(表1参照)。
表 1 VOC 変換前後の膨張機入口および出口の動作温度一覧
| いいえ。 | パラメータ変更 | 前者の変換 | 変身後 |
| 1 | 高圧側吸気温度 | 175℃ | 190℃ |
| 2 | 高圧側排気温度 | 80℃ | 85℃ |
| 3 | 低圧側吸気温度 | 175℃ | 195℃ |
| 4 | 低圧側排気温度 | 45℃ | 65℃ |
VOC 変態前、低圧端の反インペラ側軸受温度は約 80℃で安定していました(ここでの軸受の警報温度は 110℃、高温側は 120℃)。2019 年 1 月 6 日に VOC 変態が開始された後、膨張機の低圧端の非羽根車側軸受の温度はゆっくりと上昇し、最高温度は報告されている最高温度の 120°C に近づきましたが、この期間中、振動パラメータは大きく変化しませんでした (図 2 を参照)。

図2 膨張機流量と反駆動側軸振動・温度の関係図
1 – フローライン 2 – 非ドライブエンドライン 3 – 非ドライブシャフト振動ライン
3. 原因分析と治療法
蒸気タービン軸受の温度変動傾向を確認・分析し、現場の計器表示、プロセス変動、蒸気タービンブラシ摩耗の静的伝達、設備速度変動、部品品質の問題を解決した後、軸受温度変動の主な原因を特定します。は:
3.1 膨張機低圧端反羽根車側軸受温度上昇の原因
3.1.1 分解検査の結果、軸受と軸との距離、歯の噛み合いすきまは正常でした。膨張機の低圧端の非インペラ側軸受面にワニスが付着していると思われる箇所(図 3 参照)を除き、他の軸受には異常は見つかりませんでした。

図 3 非駆動側ベアリングとエキスパンダーの運動学的ペアの物理的な図
3.1.2 潤滑油を交換してから 1 年以内であるため、油の品質は走行前の試験に合格しています。疑念を解消するため、同社は潤滑油を専門会社に送り、試験と分析を依頼した。専門会社は座面の付着物が初期ワニスであることを確認しています、MPC(ワニス傾向指数)(図4参照)
図4 油監視専門技術が発行した油監視技術分析レポート
3.1.3 膨張機の潤滑油はシェルターボ No.46 タービン油(鉱油)を使用します。鉱油が高温になると潤滑油が酸化し、その酸化生成物が軸受ブッシュの表面に集まりワニスが形成されます。鉱物性潤滑油は炭化水素物質を主成分としており、室温および低温において比較的安定です。ただし、炭化水素分子の一部 (たとえ非常に少数であっても) が高温で酸化反応を起こすと、他の炭化水素分子も連鎖反応を起こします。これが炭化水素連鎖反応の特徴です。
3.1.4 機器技術者は、機器本体のサポート、入口および出口パイプラインの低温ストレス、オイル システムの漏れ検出、および温度プローブの完全性に関する調査を実施しました。また、膨張機の低圧側反駆動端のベアリング一式を交換しましたが、1ヶ月運転しても温度は110℃に達し、振動と温度の変動が大きくなりました。改修前の状態に近づけるためにいくつかの調整が行われましたが、ほとんど影響はありませんでした (図 5 を参照)。

図5 2月13日から3月29日までの関連指標の推移グラフ
MAN Turbo メーカーは、エキスパンダの現在の動作条件下で、吸入空気量が 120 t/h で安定している場合、出力電力は 8000kw となり、通常の動作条件下での元の設計出力電力 7990kw に比較的近い値になります。風量が1 30 t/hの場合、出力は8680kwです。吸入空気量が 1 46 t/h の場合、出力は 9660kw です。低圧側で行われる仕事は膨張機の 3 分の 2 を占めるため、膨張機の低圧側に過負荷がかかる可能性があります。温度が 110 °C を超えると、振動値が急激に変化します。これは、この期間にシャフトとベアリング ブッシュの表面に新しく形成されたワニスに傷がついたことを示しています (図 6 を参照)。
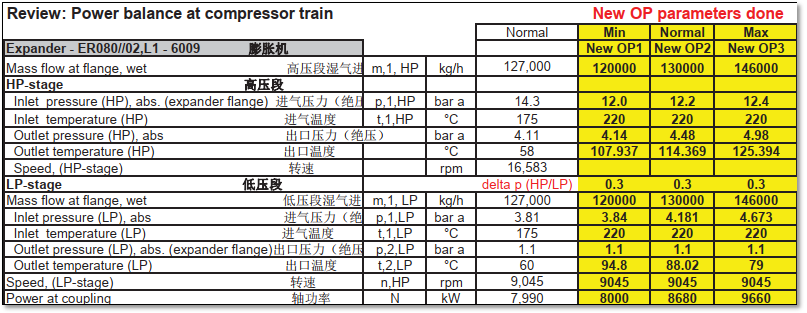
図6 拡張ユニットの電力バランス表
3.2既存の問題のメカニズム分析
3.2.1 図 7 に示すように、タイルブロックの支点の微振動方向と座標系における水平座標線とのなす角が β 、タイルブロックの揺動角が φ であることがわかります。 、および 5 つのタイルで構成されるティルティング パッド ベアリング システムでは、タイル パッドが油膜圧力を受けたとき、パッドの支点は絶対的な剛体ではないため、圧縮変形後のパッドの支点の位置は支点の剛性により幾何学的予圧方向に沿って小さな変位が発生し、それによって軸受すきまと油膜の厚さが変化します [1] .
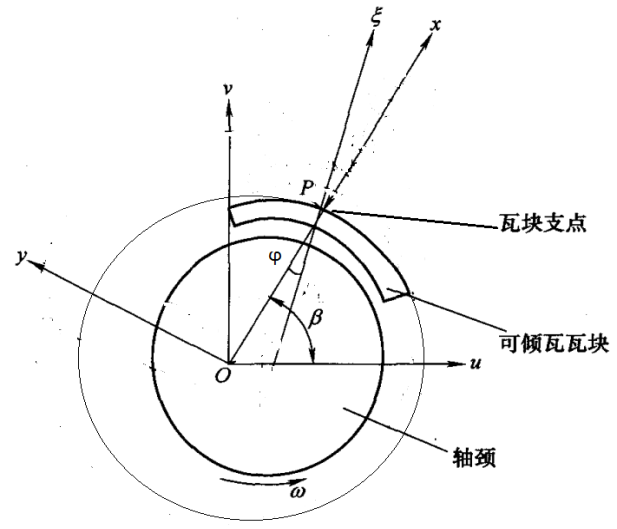
図7 ティルティングパッドベアリングのシングルパッドの座標系
3.2.2 図 1 から、ローターは片持ち梁構造であり、インペラが主な作業コンポーネントであることがわかります。インペラ側が駆動側となるため、ガスが膨張して仕事をする際、インペラ側の回転軸はガスの減衰効果によりベアリングブッシュ内で理想的な状態となり、オイルギャップも正常に保たれます。これを支点として大歯車と小歯車が噛み合ってトルクを伝達する過程で、反インペラ側軸は過負荷状態になるとラジアル方向の自由動きが制限され、潤滑膜圧が他の軸に比べて高くなります。油膜の剛性が高まり、油膜更新率が低下し、摩擦熱が増加してワニスが発生します。
3.2.3 油中のワニスは主に 3 つの形態で生成されます。油の酸化、油の「微燃焼」、および局所的な高温放出です。ワニスはオイルの「微燃焼」によって生じるはずです。そのメカニズムは次のとおりです。潤滑油中に一定量(通常 8% 以下)の空気が溶け込みます。溶解度の限界を超えると、オイルに混入した空気が浮遊泡の形でオイル中に存在します。この気泡は軸受内部に入ると高圧により急激な断熱圧縮を受け、流体温度が急激に上昇して油の断熱「微燃焼」が起こり、極めて微細な不溶物が生成します。これらの不溶物は極性があり、金属表面に付着してワニスを形成する傾向があります。圧力が高くなるほど、不溶物の溶解度は低くなり、沈殿してワニスが形成されやすくなります。
3.2.4 ワニスの形成に伴い、非自由状態の油膜の厚さがワニスによって占められると同時に、油膜の更新速度が低下し、温度が徐々に上昇し、温度が上昇します。ベアリングブッシュの表面とシャフトとの摩擦やワニスの付着により放熱性が悪く、油温が上昇しベアリングブッシュの温度が上昇します。最終的にはジャーナルがワニスと擦れ、それがシャフトの振動の激しい変動として現れます。
3.2.5 エキスパンダ油の MPC 値は高くありませんが、潤滑油系にワニスが存在する場合、潤滑油の溶解能力が限られているため、油中へのワニス粒子の溶解と沈殿は制限されます。ワニスの粒子。ダイナミックバランスシステムです。飽和状態に達すると、ワニスがベアリングまたはベアリングパッドに垂れ下がり、ベアリングパッドの温度変動を引き起こします。これは、安全な動作に影響を与える大きな隠れた危険です。しかし、ベアリングパッドに付着するため、ベアリングパッドの温度上昇の原因の一つとなります。
4 対策と対策
ベアリング上のワニスの蓄積を除去すると、ユニットのベアリングが制御された温度で動作することが保証されます。多くのワニス除去装置メーカーとの研究とコミュニケーションを通じて、当社は優れた使用効果と市場評価を備えた昆山ウィンソンダ社を選択し、WVD-II静電吸着+樹脂吸着方式の塗料を除去する複合ワニス除去装置を製造しました。膜。
WVD-IIシリーズ油清浄機は、静電吸着精製技術とイオン交換技術を効果的に組み合わせ、溶解したワニスを樹脂の吸着で解決し、沈殿したワニスを静電吸着で解決します。この技術により、スラッジの含有量を短時間で最小限に抑えることができ、スラッジ・ワニスを大量に含んだ本来の潤滑システムを数日という短期間で最適な作動状態に戻すことができ、潤滑油の立ち上がりが遅いという問題を解決することができます。ワニスによるスラスト軸受の温度上昇を解決できます。蒸気タービンの通常運転中に発生する可溶性および不溶性のオイルスラッジを効果的に除去および防止できます。
その主な原則は次のとおりです。
4.1 溶解したワニスを除去するためのイオン交換樹脂
イオン交換樹脂は主にポリマー骨格とイオン交換基の2つの部分から構成されています。吸着原理を図 8 に示します。
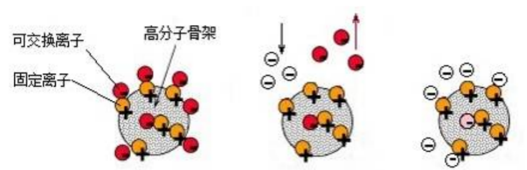
図8 イオン相互作用樹脂の吸着原理
交換グループは固定部と可動部に分かれます。固定部分はポリマーマトリックスに結合しているため自由に動くことができず、固定イオンになります。可動部と固定部はイオン結合により結合し、交換可能なイオンとなる。固定イオンと可動イオンはそれぞれ逆の電荷を持っています。ベアリングブッシュでは、可動部分が自由に動くイオンに分解され、同じ電荷を持つ他の分解生成物と交換され、固定イオンと結合して交換ベースにしっかりと吸着されます。基上では油分が奪われ、溶解したワニスがイオン交換樹脂の吸着により除去されます。
4.2 浮遊ワニスを除去する静電吸着技術
静電吸着技術は主に、高電圧発生器を使用して高電圧静電場を生成し、オイル中の汚染粒子を分極させてそれぞれプラスとマイナスの電荷を示します。中性粒子は荷電粒子によって圧迫されて移動し、最終的にすべての粒子がコレクタに吸着されて付着します (図 9 を参照)。
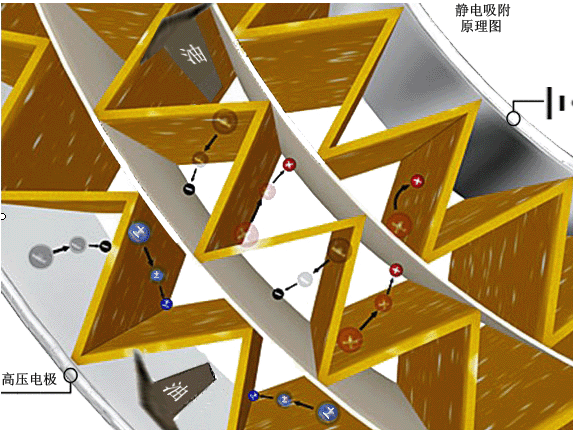
図8 静電吸着技術の原理
静電オイル洗浄技術は、オイルの劣化によって生成される粒子状不純物や懸濁ワニスなど、すべての不溶性汚染物質を除去できます。しかし、従来のフィルターエレメントは、対応する精度で大きな粒子しか除去できず、サブミクロンの粒子を除去することは困難です。 レベルの懸濁ワニス。
このシステムにより、軸受パッド上に析出・堆積したワニスを完全に解決することができ、ワニスによる軸受パッドの温度や振動変化の影響を完全に解決し、長期間安定した運転が可能となります。
5。結論
WSD WVD-IIワニス除去ユニットを導入し、2年間の動作観察を行った結果、軸受温度は常に90℃前後を維持し、正常に動作し続けています。ワニスのフィルムが見つかりました (図 10 を参照)。
ワニス除去後のベアリング分解の物理的な写真
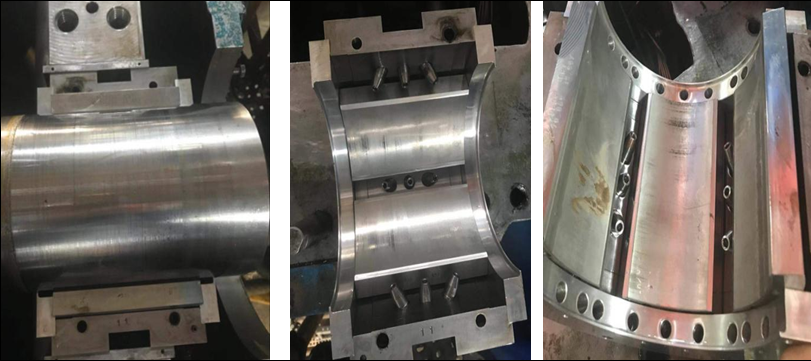
装置
参考文献:
[1] Liu Siyong、Xiao Zhonhui、Yan Zhiyong、Chen Zhujie 。ピボット弾性および減衰ティルティングパッドベアリングの動特性に関する数値シミュレーションと実験研究[J]。中国機械工学ジャーナル、2014 年 10 月、50(19):88。
投稿日時: 2022 年 12 月 13 日